弱電學習圈VIP群8群已經建立 ,歡迎大家進群後討論技術問題,設計方案,投標、施工,工程合作,產品對接等方面,都可以。其中 VIP群 裏大部份人員都是工程商,施工分包商,設計院設計師,公司老板,技術總監、廠家、甲方等。
初階網工的日常工作環境之一就是機房了,但是 機櫃中裝置的放置、電源線的引入、網路線和通訊線的管理,對新手老手來說,都是一件繁瑣的事情。

整理路線是日常工作的重點,畢竟不整理,你後期更難維護了。 而評判一個小網工的的布線水平,也主要在於他打標簽的熟練度、重視度、解析度、整潔度。 畢竟,一個整潔有條理的機房,在內行人眼裏,真的會迅速提升好感度。
一、 整理機櫃的原則 你知道幾條?
要根據網路的拓撲結構和現有裝置情況來整理網線
機櫃電源線和網線原則上要分開整理
裝置的放置要適當,避免相互擠壓、避免太高或太低,避免相互距離太近
如果機櫃內裝置太多,應該對裝置加以編號
對每一根路線要在適當的位置註明來源
對不同的連線(如一般網路連線線、交叉線、專線等 )要有不同的辨識方法
網線編排依據房間號而不依據人。
概括為一句話說就是:布局清晰,線序規整,標記明確,易於維護。

機櫃走線,怎麽走得好,很大部份都在機櫃結構設計階段就已經決定好了。一般機櫃的走線,有如下技巧:
01 使用走線架
機櫃走線架說白了就是有N個齒的1U或者1SU的鈑金件,齒的長度有長有短,取決於網路裝置的大小和使用線纜的轉彎半徑。
02 使用線橋
所謂的線橋就是在機櫃中凸出的像個小橋似的半徑成型結構,可以理解為機櫃板子上凸出的可以紮線的地方。
一般線橋會出現在如下幾個地方:機櫃的分艙隔板,立柱,安裝裝置面板的方孔條等地方。
03 使用繞線盤
這個和走線架同理,一般用於通訊裝置的光纖整理上。
04 靈活運用進(走)線筒
所謂的進(走)線筒,是指在不同分艙中需要走線時,分艙隔板上的走線的地方。一般進(走)線筒出現在兩個需要相互隔絕的艙,如裝置艙與電池艙之間。
05 使用紮帶和標簽
這個上面在基本方法裏面也提到了,很重要,紮帶使用簡易靈活,而標簽則使得走線後容易辨識,減少維護的難度。
三、機櫃整理你有哪幾個步驟?
01 前期準備
根據網路的拓撲結構、現有的裝置情況、使用者數量、使用者分組等多種因素勾畫出機櫃內部的路線走線圖和裝置位置圖,接下來準備好所需材料即可。
工具:理線夾,理線架,橋架固定器,線卡,紮帶,膠布,水晶頭及線處理裝置一套。
尤其重要:標簽紙。

基本方法:
1、能用理線工具的,不要用手。
2、水晶頭跟網線接駁口,必須無縫。
3、能用線卡的,不要用紮帶。
4、標簽要打好。
02 整理機櫃
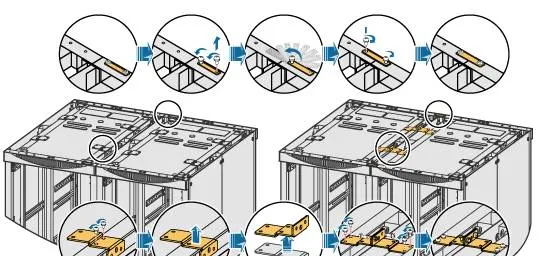
安裝機櫃:
需要我們自己動手做以下三件事:
第一,使用隨機框帶的螺絲和螺母將固定架上緊
第二,將機櫃扳倒,把可以活動的輪子安上
第三,根據裝置的位置在固定架上調整和添加擋板。
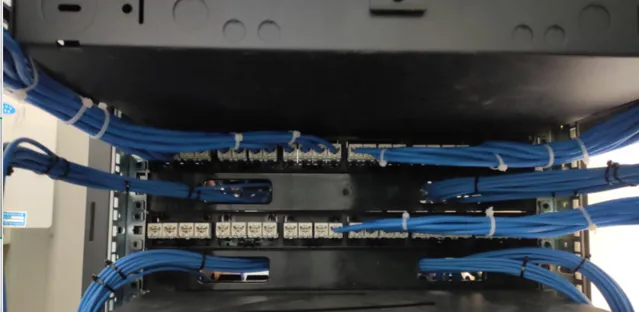
整理路線:
將網線分組,組數通常小於或等於機櫃後面理線架的個數。
將所有裝置的電源線捆紮在一起,將插頭從後面的通線孔插入後,透過一個單獨的理線架尋找各自的裝置。
固定裝置:
將機櫃中的擋板調整到合適的位置,使管理員能夠不開機櫃門就可以看到所有裝置的運轉情況,同時根據裝置的多少和大小適當地添加擋板。
註意要在擋板間留出一定的空隙。將機櫃內所有用到的交換裝置、路由裝置按照預先畫好的圖放置好。

網線貼標:
所有網線連線好以後,需要對各網線進行標識,將準備好的即時貼纏繞到網線上,並用筆在其上加以標註(一般註明房間號或作什麽用途),要求標識要簡單易懂。
對交叉網線可以透過使用不同顏色的即時貼與一般網線加以區分,如果裝置太多,則要對裝置進行分類編號,並對裝置貼標。

01 瀑布造型理線
這是一種比較古老的布線造型,有時還能看到其蹤影。
它采用了「花果山水簾洞」的藝術形象,從配線架的模組上直接將雙絞線垂蕩下來,分布整齊時有一種很漂亮的層次感(每層24-48根雙絞線)。
在現在,仍能見到有些配線機櫃後側采用瀑布型理線工藝,即線纜不做任何綁紮,直接從配線面板後側蕩至地面。這樣做的優點是節省人工、減少線間幹擾(串擾)。
瀑布型理線工藝是最常見的理線方法,它使用尼龍束帶將線纜綁紮在機櫃內側的立柱、橫梁上,不考慮美觀,僅保證中間的空間可以騰出來給網路裝置使用。
這種造型的優點是節省理線人工,缺點則比較多,例如:
💨 安裝網路裝置時容易破壞造型,甚至出現不易將網路裝置安裝到位的現象;
💨 每根雙絞線的重量全部變成拉力,作用在模組的後側。如果在端接點之前沒有對雙絞線進行綁紮,那麽這一拉力有可能會在數月、數年後將模組與雙絞線分離,引起斷線故障;
💨 萬一在該配線架中某一個模組需要重新端接,那維護人員只能探入「水簾」內進行施工,有時會身披數十根雙絞線,而且因機櫃內普遍沒有內設光源,造成端接時不容易看清楚,致使端接錯誤的機率上升。
02 逆向理線
也稱為反向理線。逆向理線是在配線架的模組端接完畢後,並透過測試後,再進行理線。
其方法是從模組開始向機櫃外理線,同時橋架內也進行理線。
這樣做的優點是理線在測試後,不會因某根雙絞線測試通不過而造成重新理線,而缺點是由於兩端(進線口和配線架)已經固定,在機房內的某一處必然會出現大量的亂線(一般在機櫃的底部)。

逆向理線一般為人工理線,憑借肉眼和雙手完成理線。由於機櫃內有大量的電纜,在穿線時彼此交叉、纏繞,因此這一方法的耗時很多、工作效率無法提高。
03 正向理線
正向理線也稱前饋型理線。正向理線是在配線架端接前進行理線。
它往往從機房的進線口開始(如果是從機櫃到機櫃之間的雙絞線理線,則是從其中某一機櫃內的配線架開始進行理線),將線纜逐段整理,直到配線架的模組後端為止。
在理線後再進行端接和測試。
正向理線所要達到的目標:
自機房(或機房網路區)的進線口至配線機櫃的水平雙絞線以每個16/24/32/48口配線架為單位,形成一束束的水平雙絞線線束,每束線內所有的雙絞線全部平行(在短距離內的雙絞線平行所產生的線間串擾不會影響總體效能,因為橋架和電線管中鋪設著每根雙絞線的大部份,這部份是散放的,是不平行的),各線束之間全部平行;
在機櫃內每束雙絞線順勢彎曲後鋪設到各配線架的後側,整個過程仍然保持線束內雙絞線全程平行。
在每個模組後側從線束底部將該模組所對應的雙絞線抽出,核對無誤後固定在模組後的托線架上或穿入配線架的模組孔內。
正向理線的優點是可以保證機房內線纜在每點都整齊,且不會出現線纜交叉。
而缺點是如果線纜本身在穿線時已經損壞,則測試通不過會造成重新理線。因此,正向理線的前提是對線纜和穿線的品質有足夠的把握。
正向理線工藝:
在正向理線過程中,需要布線材料的配合,並使用理線板和理線表,配合著理線工藝才能完成一個同時具有美觀、可靠、快捷、預留的效果。
下面以最常見的右進上出理線方式介紹正向理線的基本施工工藝:
(1)配線架固位
將配線架固定到位,並且在背後裝好托架,正面將打印了線號的面板紙裝入配線架(或貼在配線架上),若配線架的模組可以卸下,則應卸下模組;
(2)理線板定位
理線板在穿線前先應確定其方向,使理線板在理線過程中不需要硬行扭轉方向,就可以使E1孔就近自然對準1號模組,此時理線板上的2-5孔與配線架的2-5號保持平行。
通常可以使用這樣的方法進行定位:先將理線板垂直放在1號模組背後,使E1孔對著1號模組(有字的一面朝向24號模組),然後手持理線板順著線纜未來的路由走向,向機房的進線口移動,移動時確保理線板只出現平行移動,不發生轉動,當理線板到達進線口時,記下理線板的方位(主要是A1孔位置所在的方位),以便後續每塊理線板使用;
(3)理線板穿線
在機房的進線口旁,將理線板按2所確定的方位將板的方向調整好,將水平雙絞線按線號依理線表穿入理線板(有字的一面對著自己,線從無字的一面穿入板中),這道工序一般由兩人共同完成:
一人找到線號(只要找到該理線板所需的線號即可)並將其與其他線纜分離,一人將線穿入理線板的對應孔中。
應該註意的是,雙絞線應全部穿過理線板,也就是應該將理線板緊貼在進線口旁,這樣才能保證進入機房的雙絞線全部被整理;
(4)路由理線
先在理線板外側(無字側)根部用魔術貼(或尼龍紮帶)將穿入理線板的雙絞線紮成一束; 然後將理線板沿著指定的路由向自己方向平移,平移100mm後在理線板外側根部用魔術貼(或尼龍紮帶)再綁紮一次(防止前次綁紮松動),此時應註意使線束形成圓形,而線束外側的線應該是理線板外圍一圈的線,理線板中間的線線上束的內部,確定後的所有雙絞線的相對平行一直要保持到配線架的最遠端的模組後側(即第24個模組後側);
繼續平移理線板200mm左右,在理線板外側根部用魔術貼(或尼龍紮帶)綁紮,註意每根線應保持與前次綁紮時的位置相同,不允許有些線從外層轉入內層,也不允許內層線轉入外層; 依次平移,直到配線架為止。
(5)線束固定
在理線過程中,如果旁邊遇到橋架上的紮線孔或機櫃內的紮線板,則應在綁紮線束的同時將線束綁紮在橋架或機櫃上,以免線束下滑。
(6)彎角理線
當平移過程中遇到轉彎時,必須讓理線板貼近轉彎角,在彎角旁順著轉彎,不可以綁紮後再貼上彎角(由於彎角處內側的線短,外側的線長,因此如果按直線綁紮後再轉彎,彎角處的線束一定會變形)。
這就要求所有的線束必須在現場綁紮,不可以事先綁紮後後再移到現場來。
(7)托架理線
當理線板到達配線架背後的托架上後,先將線束綁紮在托架上,然後向前平移,每到達一個模組前時,將線束綁紮一次,然後分出該模組對應的線號。
此工序應配備2人:
1人分線,1人將線從配線架背後拉到配線架正面去(如果模組可以卸下,則將線從模組孔穿到正面去),同時2人唱號核對線號與配線架上的面板編號是否一致。
(8)再繞進線口
將結束的理線板重新拿到進線口,使用下一個24口配線架的理線表,依次重復1-8,完成下一束線的理線工作,直到全部完成。
👉多束線理線(分支理線)
當機櫃內有多個配線架時,每個配線架的線束應分別理線。
但由於機櫃內的紮線板寬度有限(一般寬度為100mm),只能並排綁紮3~4束24根的線束,而深度為800mm的機櫃內右側最多能放2根紮線板(機櫃內的水平雙絞線應從單側綁紮,以免影響美觀),即可能達不到綁紮200根水平雙絞線的目標。
這時可以使用二次理線方式,先使用8×8理線板紮出48根的線束(6×8),到一定高度後再添1塊5×5理線板將該線束分為2束後,繼續理線至配線架。
正向理線的起點可以是機櫃的線纜入口處、橋架處口處、機房入口處,甚至可以是從工作區面板開始理線(不推薦)。











