PLC是什么
PLC全称为可编程逻辑控制器,是一种广泛应用于工业自动化领域的电子设备。它通过接收输入信号,执行内部存储的程序逻辑,然后输出控制信号来驱动机械设备或生产过程。PLC的设计初衷是为了替代传统的继电器控制系统,提供更高的灵活性和可靠性。
轮询,特点
PLC轮询是一种基本的控制机制,指的是PLC周期性地检查其输入状态,并根据这些状态执行相应的程序逻辑。轮询机制具有以下特点:
周期性 :PLC按照设定的时间间隔执行轮询。
顺序性 :PLC按照固定的顺序检查输入和执行程序。
可预测性 :由于轮询的周期性和顺序性,PLC的行为是可预测的。
轮询实现的原理
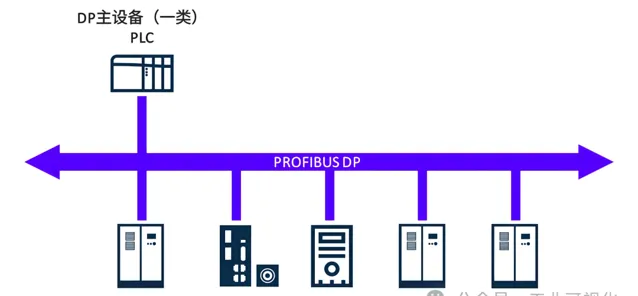
PLC(可编程逻辑控制器)轮询是一种通信机制,主要用于在主控制器(通常是一个PLC或更高层级的控制系统,如SCADA系统)和多个从属设备(如远程I/O模块、其他PLC、传感器或执行器)之间进行数据交换。
轮询的基本原理如下
1. 初始化 :
主控制器初始化一个预先设定好的列表,这个列表包含了所有需要与其通信的从属设备的地址或标识符。
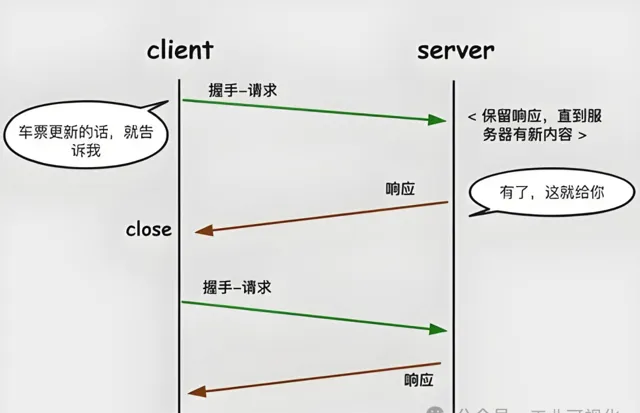
2. 查询发送 :
主控制器按照列表顺序,逐一向每个从属设备发送查询或读取请求。这个请求可能包含特定的寄存器地址或其他标识符,以指示从属设备提供所需的数据。
3. 响应接收 :
从属设备接收到查询后,会处理请求并准备相应的数据。随后,从属设备将数据打包成响应报文发送回主控制器。
4. 数据处理 :
主控制器接收到响应后,解析数据并可能根据数据值执行某些操作,如更新其内部状态、触发报警或调整控制策略。
5. 循环继续 :
主控制器处理完一个设备的响应后,会继续向列表中的下一个设备发送查询,直到所有设备都被轮询过一次。之后,轮询过程会重新开始,形成一个循环。
SCL代码示例
VAR
DeviceList : ARRAY [1..5] OF INT; // 假设我们有5个设备要轮询
CurrentDeviceIndex : INT := 1; // 当前正在轮询的设备索引
PollingTimer : TIMER; // 定时器用于控制轮询频率
PollingInterval : TIME := T#500ms; // 轮询间隔,例如500毫秒
ReceivedData : INT; // 接收的数据
DeviceResponse : BOOL := FALSE; // 标记是否收到了设备的响应
END_VAR
// 在程序开始时初始化设备列表
FOR I := 1 TO 5 DO
DeviceList[I] := 100 + I; // 每个设备有一个唯一的ID,此处仅作示例
END_FOR
// 主循环
LOOP
// 如果定时器未运行,启动定时器
IF NOT PollingTimer.Q THEN
PollingTimer(IN, PollingInterval);
END_IF;
// 如果定时器已过期
IF PollingTimer.Q THEN
// 重置定时器
PollingTimer.R := TRUE;
// 发送读取请求到当前设备
READ_FROM_DEVICE(DeviceList[CurrentDeviceIndex], ReceivedData);
// 等待设备响应
DeviceResponse := WAIT_FOR_RESPONSE();
// 如果收到响应
IF DeviceResponse THEN
// 处理接收到的数据
PROCESS_RECEIVED_DATA(ReceivedData);
// 更新设备索引
CurrentDeviceIndex := CurrentDeviceIndex + 1;
// 如果索引超出设备列表范围,则重置为第一个设备
IF CurrentDeviceIndex > 5 THEN
CurrentDeviceIndex := 1;
END_IF;
ELSE
// 设备未响应,可能需要记录错误或重试
HANDLE_COMMUNICATION_ERROR();
END_IF;
END_IF;
// 暂停执行,等待下一次循环
SUSPEND UNTIL PollingTimer.Q;
END_LOOP
轮询实现的关键点包括
时间间隔 :主控制器必须管理好每个查询之间的时间间隔,以确保通信不会过载网络或设备。
错误处理 :如果从属设备没有响应,主控制器可能需要重试或标记设备为故障状态。
优先级和顺序 :某些设备或数据可能比其他更重要,因此轮询顺序可能需要根据优先级进行调整。
协议兼容性 :轮询通常基于特定的通信协议,如Modbus RTU、EtherCAT、Profinet等,这些协议定义了数据包的格式和通信规则。
在实际应用中,轮询可以确保主控制器能够定期收集和处理所有从属设备的状态,这对于监控和控制复杂工业自动化系统至关重要。
PLC通信轮询的应用
PLC通信轮询在现代工业自动化中扮演着重要角色。例如,在一条自动化生产线上,PLC需要与多个传感器和执行器进行通信。通过轮询机制,PLC可以实时监控生产线的状态,如物料的流动、机器的运行情况等。
假设一个场景,生产线上的传感器检测到物料即将用完,PLC通过事件驱动轮询立即响应,调整输送带速度或发出补充物料的指令。如果生产线上的某个机器出现故障,PLC通过报警触发轮询迅速识别问题并停机,以防止进一步的损害。
通过合理配置轮询策略,PLC不仅能够提高生产效率,还能够确保生产过程的安全性和稳定性。随着工业4.0的发展,PLC的轮询机制也在不断地优化和升级,以适应更加复杂和动态的工业环境。
近期热文:











