PLC是什麽
PLC全稱為可編程邏輯控制器,是一種廣泛套用於工業自動化領域的電子裝置。它透過接收輸入訊號,執行內部儲存的程式邏輯,然後輸出控制訊號來驅動機械裝置或生產過程。PLC的設計初衷是為了替代傳統的繼電器控制系統,提供更高的靈活性和可靠性。
輪詢,特點
PLC輪詢是一種基本的控制機制,指的是PLC周期性地檢查其輸入狀態,並根據這些狀態執行相應的程式邏輯。輪詢機制具有以下特點:
周期性 :PLC按照設定的時間間隔執行輪詢。
順序性 :PLC按照固定的順序檢查輸入和執行程式。
可預測性 :由於輪詢的周期性和順序性,PLC的行為是可預測的。
輪詢實作的原理
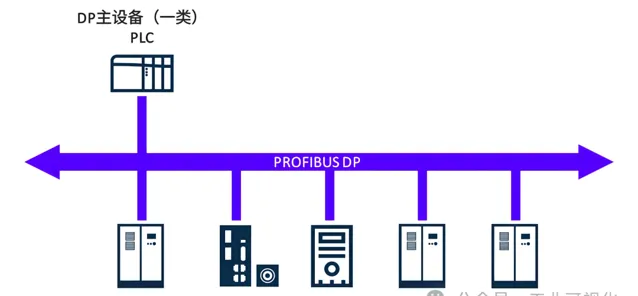
PLC(可編程邏輯控制器)輪詢是一種通訊機制,主要用於在主控制器(通常是一個PLC或更高層級的控制系統,如SCADA系統)和多個從屬裝置(如遠端I/O模組、其他PLC、傳感器或執行器)之間進行數據交換。
輪詢的基本原理如下
1. 初始化 :
主控制器初始化一個預先設定好的列表,這個列表包含了所有需要與其通訊的從屬裝置的地址或識別元。
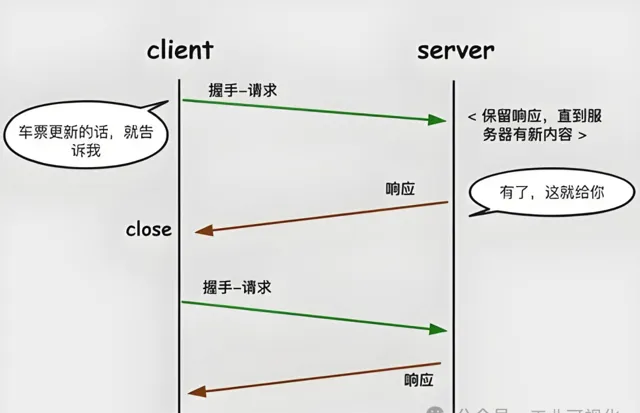
2. 查詢發送 :
主控制器按照列表順序,逐一向每個從屬裝置發送查詢或讀取請求。這個請求可能包含特定的寄存器地址或其他識別元,以指示從屬裝置提供所需的數據。
3. 響應接收 :
從屬裝置接收到查詢後,會處理請求並準備相應的數據。隨後,從屬裝置將數據打包成響應報文發送回主控制器。
4. 數據處理 :
主控制器接收到響應後,解析數據並可能根據數據值執行某些操作,如更新其內部狀態、觸發報警或調整控制策略。
5. 迴圈繼續 :
主控制器處理完一個裝置的響應後,會繼續向列表中的下一個裝置發送查詢,直到所有裝置都被輪詢過一次。之後,輪詢過程會重新開始,形成一個迴圈。
SCL程式碼範例
VAR
DeviceList : ARRAY [1..5] OF INT; // 假設我們有5個裝置要輪詢
CurrentDeviceIndex : INT := 1; // 當前正在輪詢的裝置索引
PollingTimer : TIMER; // 定時器用於控制輪詢頻率
PollingInterval : TIME := T#500ms; // 輪詢間隔,例如500毫秒
ReceivedData : INT; // 接收的數據
DeviceResponse : BOOL := FALSE; // 標記是否收到了裝置的響應
END_VAR
// 在程式開始時初始化裝置列表
FOR I := 1 TO 5 DO
DeviceList[I] := 100 + I; // 每個裝置有一個唯一的ID,此處僅作範例
END_FOR
// 主迴圈
LOOP
// 如果定時器未執行,啟動定時器
IF NOT PollingTimer.Q THEN
PollingTimer(IN, PollingInterval);
END_IF;
// 如果定時器已過期
IF PollingTimer.Q THEN
// 重設定時器
PollingTimer.R := TRUE;
// 發送讀取請求到當前裝置
READ_FROM_DEVICE(DeviceList[CurrentDeviceIndex], ReceivedData);
// 等待裝置響應
DeviceResponse := WAIT_FOR_RESPONSE();
// 如果收到響應
IF DeviceResponse THEN
// 處理接收到的數據
PROCESS_RECEIVED_DATA(ReceivedData);
// 更新裝置索引
CurrentDeviceIndex := CurrentDeviceIndex + 1;
// 如果索引超出裝置列表範圍,則重設為第一個裝置
IF CurrentDeviceIndex > 5 THEN
CurrentDeviceIndex := 1;
END_IF;
ELSE
// 裝置未響應,可能需要記錄錯誤或重試
HANDLE_COMMUNICATION_ERROR();
END_IF;
END_IF;
// 暫停執行,等待下一次迴圈
SUSPEND UNTIL PollingTimer.Q;
END_LOOP
輪詢實作的關鍵點包括
時間間隔 :主控制器必須管理好每個查詢之間的時間間隔,以確保通訊不會過載網路或裝置。
錯誤處理 :如果從屬裝置沒有響應,主控制器可能需要重試或標記裝置為故障狀態。
優先級和順序 :某些裝置或數據可能比其他更重要,因此輪詢順序可能需要根據優先級進行調整。
協定相容性 :輪詢通常基於特定的通訊協定,如Modbus RTU、EtherCAT、Profinet等,這些協定定義了封包的格式和通訊規則。
在實際套用中,輪詢可以確保主控制器能夠定期收集和處理所有從屬裝置的狀態,這對於監控和控制復雜工業自動化系統至關重要。
PLC通訊輪詢的套用
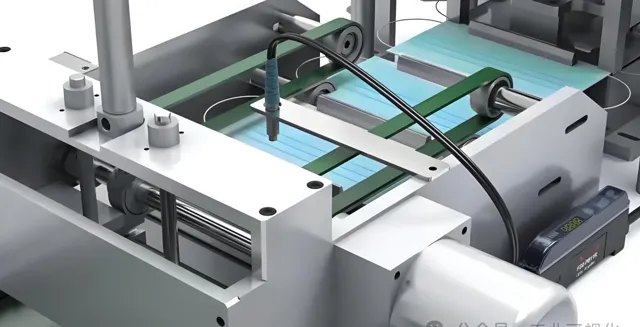
PLC通訊輪詢在現代工業自動化中扮演著重要角色。例如,在一條自動化生產線上,PLC需要與多個傳感器和執行器進行通訊。透過輪詢機制,PLC可以即時監控生產線的狀態,如物料的流動、機器的執行情況等。
假設一個場景,生產線上的傳感器檢測到物料即將用完,PLC透過事件驅動輪詢立即響應,調整輸送帶速度或發出補充物料的指令。如果生產線上的某個機器出現故障,PLC透過報警觸發輪詢迅速辨識問題並停機,以防止進一步的損害。
透過合理配置輪詢策略,PLC不僅能夠提高生產效率,還能夠確保生產過程的安全性和穩定性。隨著工業4.0的發展,PLC的輪詢機制也在不斷地最佳化和升級,以適應更加復雜和動態的工業環境。
近期熱文:











